






塑料粉碎機刀片分類
1:粉碎機刀片又稱為塑料刀片、塑膠粉碎刀片,廣東地區也稱水口刀片。是安裝在塑料粉碎機上,用于塑料粉碎的一種機械刀片。 2:粉碎機刀片采用平刀設計,分為粉碎動刀和定刀,一般一副粉碎機刀片為5片,由3片粉碎動刀和2片定刀組成,通過粉碎動刀高速旋轉與定刀產生剪切來達到粉碎塑料材料的目的,可以調節粉碎動刀來控制粉碎粒的大小。 3:粉碎機刀片適合粉碎各類ABS、PE、PP板等塑料材料粉碎回收;粉碎機刀片分為全G刀片和鑲G刀片兩種。熱處理硬度HRC52-55度,技術要求:抗沖擊,耐磨,耐高溫。
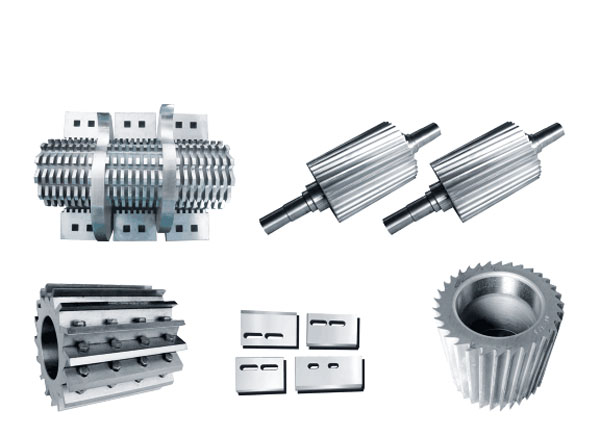
強力破碎機刀片
1:強力破碎機刀片是安裝在強力破碎機上,用于大型塑料粉碎的一種機械刀片。 2:強力破碎機刀片由定刀,螺旋滾刀組成,由螺旋滾刀高速旋轉刀片來破碎塑料制品,有生產,顆粒均勻等特點,強力破碎機刀片組合結構制造工藝比平刀復雜。 3:強力破碎機刀片適合破碎片材、管材、型材、板材及包裝材料等大多數塑料制品。 4:強力破碎機刀片全G刀片熱處理硬度HRC55-58度,技術要求:抗沖擊,耐磨,耐高溫。造粒機刀片
造粒機刀片
1:造粒機刀片又稱切粒機刀片,是安裝在塑料造粒機上,用于塑料粉碎機刀片2:造粒機刀片是由定刀,造粒滾刀組成,一般為一個造粒滾刀配一片定刀,造粒滾刀片是一種圓柱形斜線螺旋刀口的滾切式刀片,分為全鋼滾刀和鑲鋼滾刀兩種,制造工藝復雜;定刀采用平刀設計,加工制造相對簡單。 3:造粒機刀片是通過滾刀持續滾動剪切塑料擠出機擠出的線形塑料來達到造粒的目的,造粒機刀片生產的塑料粒子顆粒均勻,是塑料粒子生產行業必備的刀片。 4:造粒機刀片適合PE、PP、PVC、PS、ABS、AS、HIPS等大多數塑料粒子的造粒。 5:造粒機刀片熱處理硬度HRC58-62度,技術要求:抗沖擊,耐磨,耐高溫。







① 高硬度:硬質合金刀具是由硬度和熔點很高的碳化物(稱硬質相)和金屬粘結劑(稱粘接相)經粉末冶金方法而制成的,其硬度達89~93HRA,遠高于高速鋼,在5400C時,硬度仍可達82~87HRA,與高速鋼常溫時硬度(83~86HRA)相同。硬質合金的硬度值隨碳化物的性質、數量、粒度和金屬粘接相的含量而變化,一般隨粘接金屬相含量的增多而降低。在粘接相含量相同時,YT類合金的硬度高于YG類合金,添加TaC(NbC)的合金具有較高的高溫硬度。
② 抗彎強度和韌性:常用硬質合金的抗彎強度在900~1500MPa范圍內。金屬粘接相含量越高,則抗彎強度也就越高。當粘接劑含量相同時,YG類(WC-Co)合金的強度高于YT類(WC-TiC-Co)合金,并隨著TiC含量的增加,強度降低。硬質合金是脆性材料,常溫下其沖擊韌度僅為高速鋼的1/30~1/8。
硬質合金刀具的退涂是涂層刀具生產加工中的重要工藝,對涂層刀具的切削性能、使用壽命、表面質量、加工效率、加工精度等具有重要影響。目前,退涂工藝主要是以退涂TiN等單組元涂層和 (Ti, Al, Zr, Cr)N多組元復合涂層的退涂為主,隨著涂層涂覆技術的不斷發展,類金剛石涂層、金剛石涂層、納米涂層等眾多新涂層技術的出現和應用,退涂技術需要不斷發展以滿足新的工業生產需求。本文從物理退涂和化學退涂這兩方面簡要介紹了退涂工藝的特點及研究進展,并對新型涂層退涂方法的發展方向進行了初步探討。
退涂工藝
涂層材料包括氮化物、碳化物、碳氮化物、氧化物、硼化物、硅化物、金剛石及復合涂層八大類數十個品種。應用為普遍的是單層TiN涂層、TiCN涂層、TiAlN涂層、CrN涂層、DLC(類金剛石)涂層和金剛石涂層等。對于不同的涂層材料和結構,采取的退涂工藝也不相同。在實際生產應用中,退涂工藝主要有物理退涂和化學退涂兩大類。
1.物理退涂
物理退涂是指用機械的方法將膜層從機體上清除,物理退膜的方法主要有噴砂法、機械加工磨削等。適用于不宜在化學溶液里浸泡的基材和對表面光潔度要求不高、對尺寸精度要求不高且表面形狀簡單、易于研磨拋光的刀具。
2.化學退涂
化學退涂是指在酸性或堿性的化學退除溶液中對刀具涂層進行溶解,退涂的溶液與刀具表面的合金涂層起化學反應。溶液對退膜掉的化合物需要有絡和作用,使涂層從機體松懈后及時形成絡和物從刀具或工件基體分離,不在刀具機體上附著混合物殘渣,恢復刀具基體在未鍍膜前的本來面目。這種方法是目前涂層中普遍采用的退涂方法。

您好,歡迎蒞臨金菲刀具,歡迎咨詢...
 觸屏版二維碼 |





