






1)硬質(zhì)合金刀具長度補(bǔ)償與半徑補(bǔ)償功能的關(guān)系
如果在零件的數(shù)控加工程序中,既有刀具長度補(bǔ)償又有刀具半徑補(bǔ)償(在控制器中補(bǔ)償)指令時(shí),必須把含有長度補(bǔ)償?shù)某绦蚨螌懺诤邪霃窖a(bǔ)償?shù)某绦蚨吻懊妫駝t半徑補(bǔ)償無效
例如:在下面的程序段中:N50 GOOG41X20Y20D02 N60 GOOG43Z10數(shù)控系統(tǒng)不執(zhí)行刀具半徑補(bǔ)償若改為:N50 GOOG43Z10 N60 GOOG41X20Y20D02則數(shù)控系統(tǒng)既執(zhí)行刀具半徑系統(tǒng)又執(zhí)行刀具長度補(bǔ)償指令。
(2)刀具長度補(bǔ)償與其它指令的關(guān)系
a.G43,G44指令只能用于直線運(yùn)動(dòng)之中,在非直線運(yùn)動(dòng)語句中使用時(shí)會(huì)產(chǎn)生報(bào)警;b.G43,G44為同組模態(tài)指令,它們會(huì)自動(dòng)取消上次刀具長度補(bǔ)償而不需要用專門的G49指令,為了安全起見,在一把刀加工結(jié)束或程序段結(jié)束時(shí),都應(yīng)取消刀具長度補(bǔ)償;c.刀具長度補(bǔ)償必須伴隨獨(dú)立的插補(bǔ)運(yùn)動(dòng)(GOO,GO1,G81,G83等)才能有效。







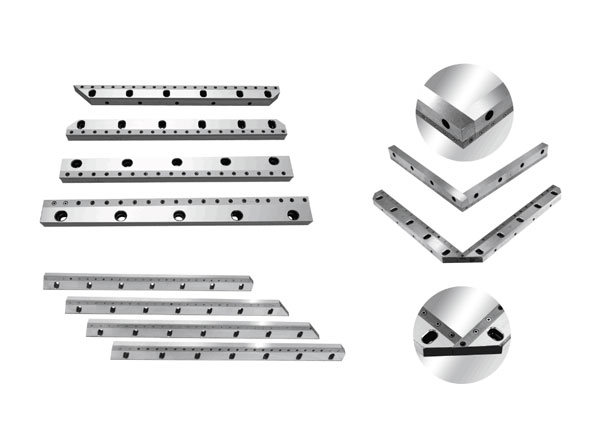
為了確保粉碎機(jī)刀具的工藝質(zhì)量,焊接后的粉碎機(jī)刀具應(yīng)進(jìn)行仔細(xì)查看,以便找出缺點(diǎn)原因加以改進(jìn)。查看前,刀具要經(jīng)噴砂或輕輕磨去粘附在刀具外表的焊料和雜質(zhì),并用火油清洗潔凈。
具體的查看的項(xiàng)目和要求如下:
一、查看焊縫強(qiáng)度:用綠色碳化硅砂輪磨一下粉碎機(jī)刀具的后邊,查看焊料層的厚度,厚度要求在0。15毫米以下。刀具支承底面處不能有氣孔和焊料缺乏現(xiàn)象,焊料未填滿的焊縫應(yīng)不大于焊縫總長的10%。如有氣孔,在粉碎加工時(shí)就會(huì)使刀具開裂,影響其粉碎加工效果。
二、查看粉碎機(jī)刀具在齒盤中的方位:如刀具錯(cuò)位及下垂超過技術(shù)指標(biāo)的應(yīng)進(jìn)行重焊。
三、查看焊接強(qiáng)度:用木錘或紫銅錘以中等力氣敲擊刀具。
四、查看粉碎機(jī)刀具平整度:刀片上若有顯著的凹坑時(shí),闡明刀片過熱變形,應(yīng)燒下重焊新刀具。
五、查看裂紋:粉碎機(jī)刀具經(jīng)火油清洗后,如果刀具有裂紋。火油便會(huì)滲透到裂紋中而出現(xiàn)黑線,用肉眼就可以觀察到。也可用10-40倍的放大鏡觀察,以免后期出現(xiàn)問題。有裂紋的粉碎機(jī)刀具一定不能運(yùn)用,需求從頭焊接。


硬質(zhì)合金刀具是機(jī)械制造中用于切削加工的工具,又稱切削工具。廣義的切削工具既包括刀具,還包括磨具。絕大多數(shù)的刀具是機(jī)用的,但也有手用的。由于機(jī)械制造中使用的刀具基本上都用于切削金屬材料,所以'刀具'一詞一般就理解為金屬切削刀具。切削木材用的刀具則稱為木工刀具刀具是機(jī)械制造中用于切削加工的工具,又稱切削工具。廣義的切削工具既包括刀具,還包括磨具。絕大多數(shù)的刀具是機(jī)用的,但也有手用的。由于機(jī)械制造中使用的刀具基本上都用于切削金屬材料,所以'刀具'一詞一般就理解為金屬切削刀具。切削木材用的刀具則稱為木工刀具。
刀具的發(fā)展在人類進(jìn)步的歷史占有重要的地位。中國早在公元前28~前20世紀(jì),就已出現(xiàn)黃銅錐和紫銅的錐、鉆、刀等銅質(zhì)刀具。戰(zhàn)國后期(公元世紀(jì)),由于掌握了滲碳技術(shù),制成了銅質(zhì)刀具。當(dāng)時(shí)的鉆頭和鋸,與現(xiàn)代的扁鉆和鋸已有些相似之處。
然而,刀具的快速發(fā)展是在18世紀(jì)后期,伴隨蒸汽機(jī)等機(jī)器的發(fā)展而來的。1783年,法國的勒內(nèi)首先制出銑刀。1792年,英國的莫茲利制出絲錐和板牙。有關(guān)麻花鉆的發(fā)明早的文獻(xiàn)記載是在1822年,但直到1864年才作為商品生產(chǎn)。
那時(shí)的刀具是用整體高碳工具鋼制造的,許用的切削速度約為5米/分。1868年,英國的穆舍特殊制成含鎢的合金工具鋼。1898年,美國的泰勒和.懷特發(fā)明高速鋼。1923年,德國的施勒特爾發(fā)明硬質(zhì)合金。


您好,歡迎蒞臨金菲刀具,歡迎咨詢...
 觸屏版二維碼 |





