






合金圓刀分切主要有上下圓盤刀剪切和圓刀擠壓式分切兩種方式。 圓刀分切是分切厚膜、復合厚膜、紙張等材料的主要分切方式。分切材料膜材厚度在100um以上建議選用圓刀分切。 切線分切為材料從上下兩圓盤刀的切線方向分切,這種分切對刀比較方便,上圓盤刀和下圓盤刀可根據分切寬度要求,很容易地方接調整位置。它的缺點是材料很容易在分切處發生漂移現象,所以精度不高。 非切線分切是材料和下圓盤刀有一定的包角,下圓盤刀落下,將材料切開。這種分切方式可以使材料不易發生漂移,分切精度高。但是調刀不是很方便,下圓盤刀安裝時,必須將整軸拆下。圓刀分切適合分切比較厚的復合膜和紙張類。 2)圓刀擠壓式分切在行業里的應用領域不很常見.它主要是由與材料速度同步并與材料有一定包角底輥和調節方便的氣動分切刀組成。這種分切方式既可以分切比較薄的塑料薄膜,也可以分切比較厚的紙張、無紡布等。是一種比較方便的分切方式,也是分切機分切方式的一個發展方向。






按晶粒大小區分,硬質合金可分為普通硬質合金、細晶粒硬質合金和超細晶粒硬質合金。按主要化學成分區分,硬質合金可分為碳化鎢基硬質合金和碳化鈦基硬質合金。碳化鎢基硬質合金包括鎢鈷類(YG)、鎢鈷鈦類(YT)和添加稀有碳化類(YW)三類,它們各有優缺點,主要成分為碳化鎢(WC)、碳化鈦(Tic)、碳化鈮(NbC)等常用的金屬粘接相是Co。碳化鈦基硬質合金是以Tic為主要成分的硬質合金,常用的金屬粘接相Mo和Ni。 在進行銑削工序時,工件可順著或相對刀具旋轉方向進給,這會影響到切削的起始和完成特性。 在進行順銑(也稱為同向銑削)時,工件的進給方向與切削區域的鎢鋼銑刀旋轉方向相同。切屑厚度從一開始就會逐漸減少,直至在進行周邊銑時切口的末端為零而止;在進行逆銑(也稱為反向銑削)時,工件的進給方向與切削區域的銑刀旋轉方向剛好相反。切屑厚度開始為零,然后隨著切削過程逐漸增加。 在進行逆銑時,鎢鋼圓刀刀片從零切屑厚度處開始切削,這會產生很高的切削力,從而推動鎢鋼銑刀和工件彼此遠離。鎢鋼銑刀刀片被強行推入切口后,通常會與由正在切削的刀片所導致的加工淬硬表面接觸,同時在摩擦力和高溫的作用下產生摩擦和拋光效果。切削力也更容易將工件從工作臺上舉起。

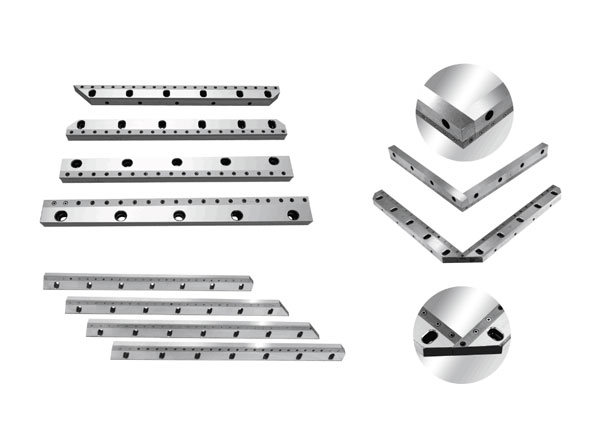
剪板機在鍛壓機械中是經常使用到的一種,在金屬行業中使用Z頻繁的。在對剪切板刀片使用的時候也按照操作要求進行,在操作之前是要穿上緊身防護服的,將所有的扣子都要扣緊,上衣的下面都不能出現敞開的情況,不能在工作的機床旁邊穿衣服等,以免被機器絞傷,還要戴上安全帽。操作機器的工作人員必須對機器的結構和性能還有使用的方式都要了解仔細,剪切板刀片是能讓金屬材料等切面保持在無痕的狀態,而且也不會出現超出厚度的情況。在安裝的時候按照需要剪制的材料厚度來設置刀片的縫隙,根據材料的寬度調整模具。在選擇剪板機刀片的時候要想到利用的價值是什么,剪板機刀片的價值就是在他的功能和特點還有質量中,當然型號也是很重要的,而這些都是使用剪板機刀片的主要原因。剪板機刀片的設計結構也讓機器在使用的時候降低了很多的時間,在刃口的部分是上刀是斜口,讓刀刃如同一把剪刀一樣很鋒利。下刀片是四面平面的刃口,工作人員是能反轉著使用,上下刀片都是經過了淬火的處理工藝,這種處理是能讓刀片保持一定的準確度,并且長時間使用具有的穩定性也是很高的,讓機器得到長久的壽命。

您好,歡迎蒞臨金菲刀具,歡迎咨詢...
 觸屏版二維碼 |





